





- Yfirlit
- Mældar vörur
Vöru yfirlit
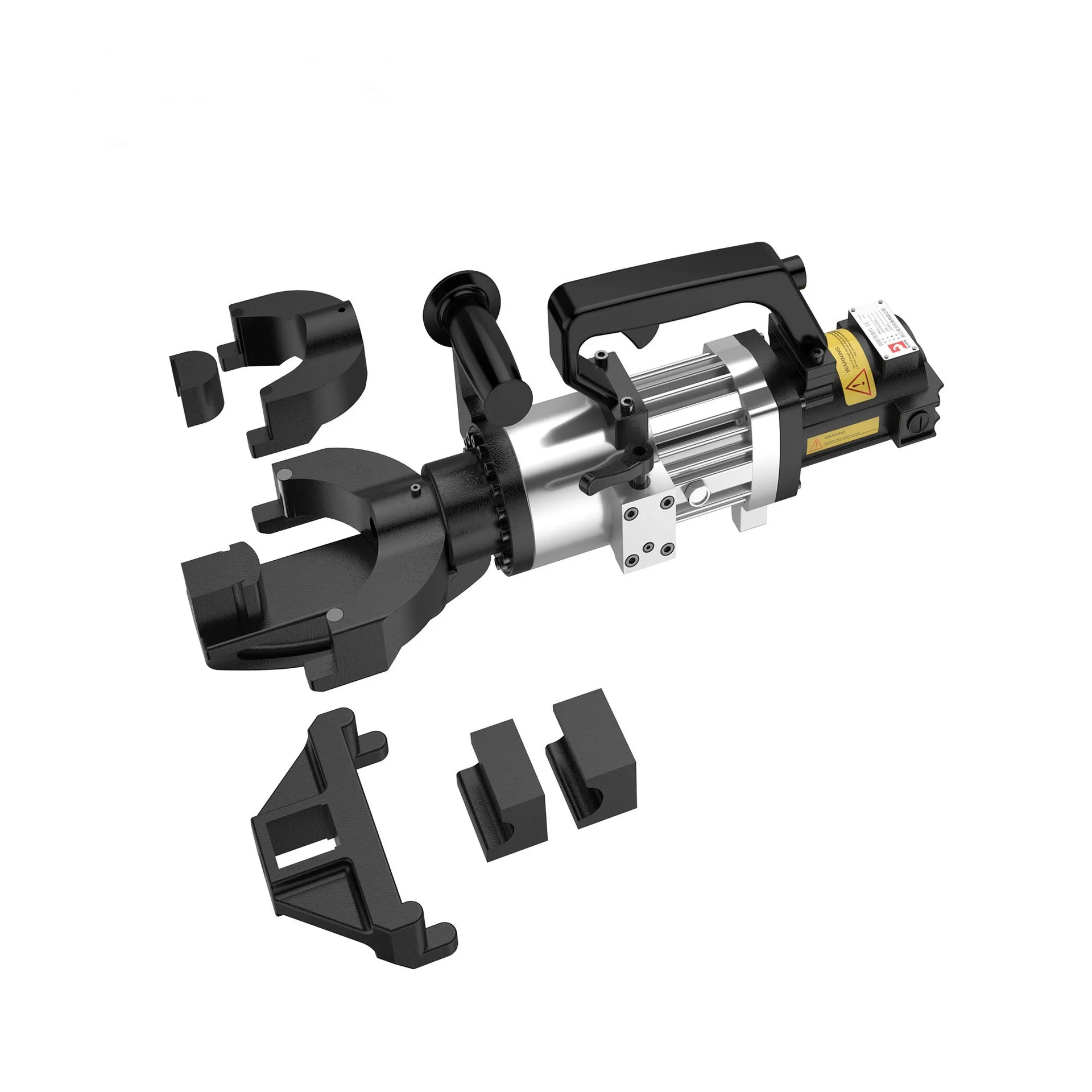
Kowy færilegi stálstöngubeygjari er almennur rafvirkur beygjari fyrir steypustál, hannaður fyrir beygingu á staðnum í byggingum, innviðum og fyrirfram gerðum steypuverkum. Vélin er hannað til að beygja stálstöngvar með þvermál á milli 4 mm og 32 mm í horn á milli 0 og 180 gráða, og getur því uppfyllt alla venjulega kröfur um beygingu á steypustáli, svo sem fyrir sveiflur, krókur, L-stöngvar, U-stöngvar og sérsniðin byggingarform. Vélin er rafdrift með hátt snúningamót, sem dregur nákvæmlega vinnubeygdiska, og veitir jafna og endurteknan bendihorn sem uppfyllir málstaðlaðar skilyrði ACI 318 og BS 8666 fyrir beygingu á steypustáli. Vélin er framleid í Ninghai Sanyuan Electric Tools Co., Ltd. í Ningbo, Kína, og sýnir yfir 20 ára samfelldan útbætunargang byggðan á reynslu frá byggingum í meira en 80 löndum.
Framlagsháttur vélarinnar, sem vegur um það bil 18 kg, gerir hana auðveldlega færilega milli vinnustaða á byggingarsvæði eða endurstaðsetja hana innan rebar-gerðarverksins eftir þörfum vinnuferls. Bending disk er útbúin skiptanlegum pínnum og hringlaga hlutum sem henta mismunandi stöngvidthykktum, sem gerir mögulegt hratt skipti á milli bögnunarstillinga án sérstakra tóla. Hornavísir sem er festur á bending disk gefur sjónvaran viðmið fyrir hornstillingar, en jákvæð stoppmechanismi tryggir að endurteknar bogningar komi alltaf aftur í sama hornstillingu, sem heldur samræmdum framleiðsluferlum. Vélin hefur CE- og RoHS-samþykki og er hver einstök eining prófuð með fullri þyngd í verksmiðjunni til að staðfesta bogningaraðstöðu undir fullri getu áður en hún er send út. Hver eining fylgir staðalsett af bogningarpínnum, tól til að fjarlægja pínna og notendahandbók sem lýsir uppsetningu fyrir algengar bogningar.
Helstu einkenni
1. Rafmagnshvörfvél með háum snúningstæði og hitavarnarverkun
Beygjuvélina er driven af 1500 vatta rafmagnshvelfu með koparþráð sem er hannað til að veita hátt snúningarmót fyrir beygingu á stórum steypujárnstöngum. Hvelfan dregur beygjuhringinn í gegnum plánetuhjóls þýðingarkerfi sem margfaldar snúningarmótinu á meðan það viðheldur jöfnu, stýrðu snúningi í gegnum alla beygjuferðina. Þessi hjólskipan kallar úr líklegum skothæfum áhrifum sem geta valdið brot á stöngunum eða ójöfnu beygjuhorn, og býður notanda upp á nákvæma stýringu á beygjuferðinni. Hvelfan er búin hitavörn gegn ofhita sem skilar sjálfkrafa aflinu úr vegi ef hitastig þráðsins fer yfir örugg markmarkmið, og kallar þannig úr líklegum ofhita á hvelfunni í langvarandi, hávaxtar beygjuaðgerðum. Hús hvelfunnar hefur loftgöngur sem styðja loftskipti fyrir kælingu og allur hvelfusamsetningurinn er læstur til að koma í veg fyrir innkomu af dusti og raki sem gætu skaðað rafisólasjónina.
2. Nákvæmlega flökkuður beygjuhringur
Beygiskífan er miðlæg vinnumhluti vélarinnar, framleidd úr smiðaðri kolefnissteypu 45# og hitabehöndluð til að ná yfirborðshörðu á bilinu 50–55 HRC fyrir slítraðan við endurteknar beygjulást. Skífan hefur rað af nákvæmlega staðsettrum sprettugöngum sem hýsa miðsprettið og beygjusprettana í þeim útfærslum sem nauðsynlegar eru fyrir mismunandi stálstöngvadur og beygjuradius. Millibilið á sprettugöngunum er hönnuð til að veita rétta hlutföll beygjuradius sem skráð eru í steypustálshönnunarkóða, þannig að beygjur uppfylla lágmarksradiuskröfur sem koma í veg fyrir brot á stöngvunum og viðhalda uppbyggingarheild á steypustálinu. Yfirborð skífunnar er slíðrað til jafns yfirborðs til að lágmarka friðjun og merkingu á yfirborði stöngvanna við beygju, sem er sérstaklega mikilvægt við vinnslu steypustál með eplókúðu eða galvanísku yfirborði þar sem heildarríki yfirborðsins verður að vera varin.
3. Stillanlegur hornstýring með jákvæðum stöðvunartakmi
Vélina er útbúin með stillanlegum hornstýringarkerfi sem gerir mögulegt fyrir notanda að setja áskilinn bognunarhornssvæði frá 0 til 180 gráða, með jákvæðum vélarstöðvum við algeng horn eins og 45, 90, 135 og 180 gráður. Hornið er stillt með því að setja stöðvublokka á hornavísunardiskinn, sem takmarkar fysískt snúninginn á bogningardiskinn til forskeyttu horns. Þetta vélarstöðvakerfi tryggir að hver bogning endist í sama horni, sem geymir samræmi í langum framleiðslurunnum og fjarlægir breytileikann í horni sem tengist einungis sjónvarpsmælingu á horni. Fyrir óvenjuleg horn má setja stöðvublokku á hvaða millistöðu sem er á disknum, sem gefur möguleika á sérsniðnum bogningarformum sem nauðsynleg eru fyrir sérstaka styrkjunargreiningu. Hornavísunardiskurinn er merktur í 5-gráðu bilum, með nákvæmari skálum fyrir nákvæma stillingu.
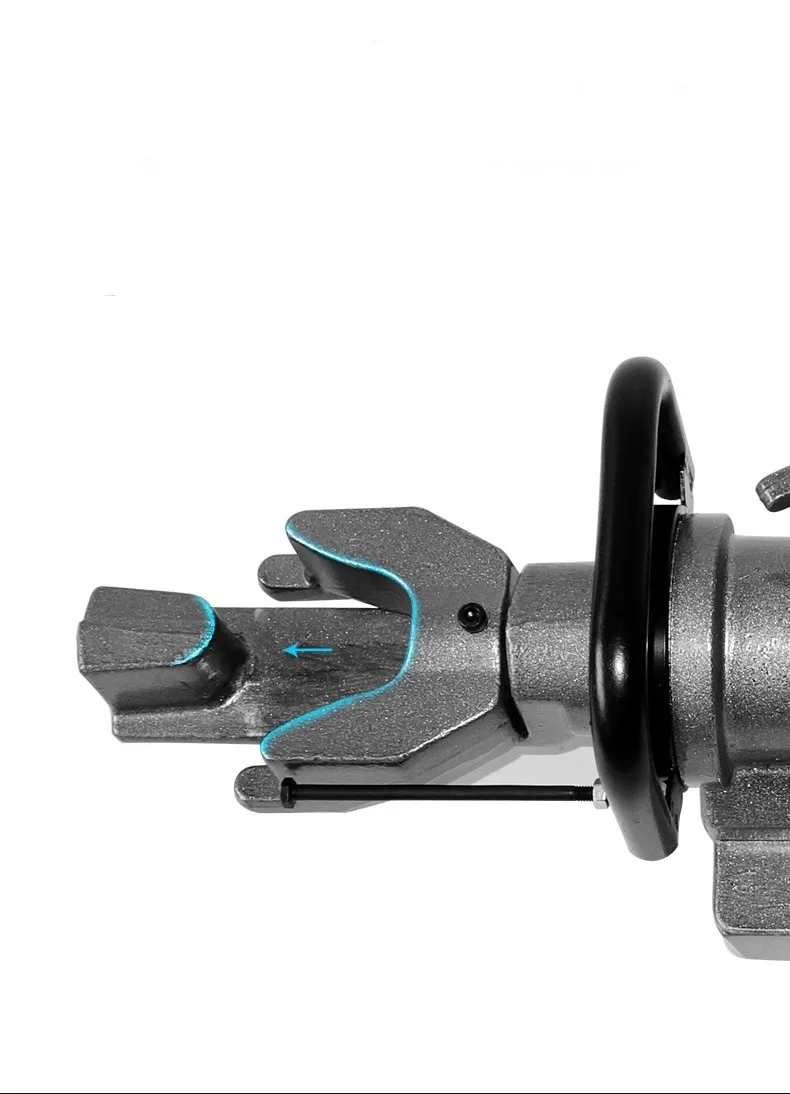
4. Skiptanleg pínna- og hringkerfi
Beygjumátturinn er levertur með fullu mengi miðjuhnúta, beygjuhnúta og staðsetningarringsa sem henta öllum stærðum á stangardurkum innan hámarksgetu tólins. Hnútarnir eru framleiddir úr harðuðum tólmálm og hönnuðir til að setja þá fljótt í beygjuskífuna og taka þá úr henni án sérstakra tækja, sem gerir mögulegt hratt skipti milli mismunandi stangastærða og beygjusamstillinga. Mengi ringsanna inniheldur stærðir sem passa við algengar stangardurkafrá 4 mm upp í 32 mm, sem tryggir rétta staðsetningu stanganna og krefur slípunnar á meðan beygjuslagið fer fram. Aukahlutir (hnútar og ringar) eru tiltækir sem einstakir hlutir, svo starfsfólk getur skipt út slitiðum eða skemmdum hlutum án þess að kaupa heildarmengi hnúta. Hnút- og ringakerfið fylgir staðlaðri stærðatákningu, sem gerir það samhæft við algengar stangarbeygjuaukahluti frá öðrum framleiðendum.
5. Fertækt og rökróleg bygging
Vélina er innbyggð í steinsteypu af þykkri stálplötu sem veitir viðurstöðuþol sem nauðsynlegt er til að standa á móti beygjuáhrifum án þess að beygjast eða breytast, sem tryggir samhæfða nákvæmni beygingar á allan notkunartíma tólsins. Þrátt fyrir sterkar byggingarvegna vegur vélinn um það bil 18 kg, sem er létt nóg fyrir einn starfsmaður að bera milli vinnustaða með innbyggðum báruhöndum. Botur vélarinnar er borinn og þrýstur fyrir festingu á verkborð eða sérsniðinni stöðu fyrir staðfestan notkun, en óskreytandi gummimatta á botninum veitir stöðugan rekstur þegar tólið er notað sjálfstætt á flatum yfirborði. Rafvörunnarveituhornið er hannað fyrir notkun úti á byggingastað og er útbúið með lokaðri stöngu sem veitir aukavernd gegn röku og röki á raf tengingunni.
Tekníska Staðlar
| Valkostur | Stafrænir |
|---|---|
| Beygður þvermálssvið | 4 mm til 32 mm (steypustál) |
| Bögnunarhorn | 0 til 180 gráður |
| Vélafl | 1.500 W |
| Spenna | 220 V / 50 Hz (110 V / 60 Hz valkvæmt) |
| Beygingarhraði | Uppá áætlað 5 sekúndur fyrir hverja 90-gráðu beygju (25 mm stálstöng) |
| Efni beygjuskífu | Smiðað 45# kolefnissteypu, 50 til 55 HRC |
| Efni pínna | Hörðuð verkfæristál |
| Þyngd | Uppá áætlað 18 kg |
| Heildarstærðir | 450 mm x 300 mm x 280 mm |
| Vinkilvísir | 5-gráðu skref, 0 til 180 gráður |
| Viðeigandi stálstöngumark | HRB400, HRB500, stig 40, stig 60 |
| Lengd af styrjukabeli | 2.5 m |
| Sertifikat | CE, Rohs |
| Vörumerki | 12 mánuðir frá kaupdagsetningu |
Notkunarsvið
Beyging á staðnum á fótstöngum og haka
Einn af algengustu notkunum á Kowy fyrirborðs-beygjumáttinu er framleiðsla á staðnum á fótstöngum, tengingum og stálfærum með haka í þvermálssamsetningu, sem notaðar eru í steypusápu. Í stað þess að flytja fyrirbeygðar fótstöngur frá fjartegundar vinnustöð, setja verksmiðjur beygjumáttina á staðinn þar sem járnstangir eru settar upp á hverjum hæðum og framleiða fótstöngur og hakar nákvæmlega í því formi sem þarf fyrir núverandi uppsetningu. Þessi „núna“ beygjaferð minnkar flutningskostnað, lækkar líkurnar á rangar mælingar vegna misráða milli vinnustöðvar og vinnusveitar á staðnum og gerir kleift að skipta fljótt um hönnun á staðnum ef breytingar koma upp á dýpt eða breidd dýpt- eða rafstöngva. Nákvæm vinkelstilling á beygjumáttinu tryggir að allar fótstöngur í hverjum hlutpakka hafi nákvæmlega sama beygjuvinkel, sem er nauðsynlegt til réttrar samsetningar á netinu og viðhalda réttri steypudekki.
Framleiðsla á fyrirgertum steinsteypuelementum
Við framleiðslu fyrirgertar steinsteypu er bogvél notuð til að framleiða stálþráðnetur og einstaka bogna þræði sem nauðsynlegir eru fyrir staðlað fyrirgert steinsteypuelement eins og dökk, staurar, veggplötur og gólfskífur. Geta völu vélanna til að framleiða jafna, endurteknan bogningu sérstaklega gagnlegt í fyrirgertri framleiðslu, þar sem málsréttleiki hefur bein áhrif á viðkomandi staðsetningu stálþráðsins innan nákvæmra myndanna og á staðfestu af hverju elementinu. Fyrirgertar steinsteypuvirkjanir setja venjulega bogvélina upp í sérstökum stálþráðsundirbúningsstað, þar sem hún er notuð ásamt skerfivélum til að vinna beinar stokkþræði í bogna útfærslur sem krefjast af teikningum fyrir elementin. Hraði skiptingar á pinnunum í vélinni gerir mögulegt að breyta milli mismunandi tegunda elementa innan framleiðsluskipta, sem styður flókna framleiðsluskipulag sem er algengt í fyrirgertum virkjum sem framleiða eftir bestu óskum.
Verkefni innan framleiðslu og byggingar
Stór byggingarverkefni, eins og brúr, gengur, stöðvunurvöggir og vatnsmeðhöndlunarfyrirtæki, krefjast mikilla magns af börguðum steypujárnstöngum í myndum sem innihalda oftast staðlaðar krókur, L-bogar, U-bogar og sérsniðnar lögunir sem skilyrtar eru af uppbyggingarhönnunarkröfum. Færilegi bogaflokkari er notaður á mörgum vinnusvæðum á þessum verkefnasvæðum og býður upp á staðbundna bogun sem felur í sér að losa sig við flutningstöflun á fyrirbognum stöngum frá miðlægri framleiðslustöð til fjarlægra vinnustaða. Á genguverkefnum er tækið notað til að boga steypujárn fyrir genguskipulagshluta þar sem bogi genguskipulagsins krefst sérsniðinna stangalaga sem breytast eftir lengd gengunsins. Á brúverkefnum er tækið notað til að boga steypujárn fyrir brúgarði, reiðistóla og endaþvermál, og gerir færiborðið kleift að flytja tækið milli reiðistaða þegar byggingin fer fram á línunni á brúnni.
Uppbyggingarþættir tengdir endurbætingu og viðgerðum
Við uppbyggingu og viðgerð á byggingum er oft nauðsynlegt að bæta við núverandi steypustál með sérstaklega böguðum stálförnum sem passa innan í rýmisbundinna takmarkana núverandi byggingar. Færilegan bogvélina er hægt að nota vel í þessum tilvikum vegna þess að hana er hægt að setja upp innan í takmörkuðum vinnumálum núverandi bygginga og starfa hana með einum tæknik. Við uppbyggingu á steypustáli er oft krafist óvenjulegra bogningarhorna og bogningarhringskvarða til að ná framhjá núverandi byggingardeilum, og breytileg hornstýring vélanna og skiptanlegar pinnastillingar veita þá sveigju sem þarf til að framleiða þessa sérstaklega lögun. Verkfræðingar sem framkvæma landsskjálftuskydd, styrkingu á gólfskífum og umhylmingu dálka notast reglulega við færilegu bogvélina til að framleiða sérstaklega steypustálslögunina sem þessar sérstaklega styrkingaraðferðir krefjast, og nákvæmni og endurteknanleiki tólsins tryggja að uppbyggingarstálin uppfylli víddarspecifikationarnar sem verkfræðingurinn hefur sett fram.
Af hverju velja Kowy
Frá stofnun sinni árið 2003 hefur Ninghai Sanyuan Electric Tools Co., Ltd. einbeitt sér að hönnun og framleiðslu tæknis fyrir vinnslu á steypustál, þar með verið hafður útbreiðaða sérþekkingu á öllum þáttum tengdum beygjuverkfalli steypustáls. Fertækt beygjuforrit táknar safnaða þessarar reynslu og inniheldur hönnunarútgangspunkta sem byggja á greiningu á gögnum um beygjuframleiðslu sem safnað hefur verið í ýmis byggingumhverfum og miðað við mismunandi gæði steypustáls. Verkfræðilínan hjá fyrirtækinu heldur virka samræðu við byggingarfólki í yfir 80 löndum og notar athugasemdir frá vinnusvæðinu til að finna möguleika til bættingar á hönnun og staðfestast á raunverulegrum afrekum nýrra eiginleika áður en þeir eru teknir upp í framleiðslumódel. Þessi viðskiptavinadreifða þróunarleið tryggir að beygjuforritið leysi raunverulegar þörf byggingarfólks í stað þess að beina sér að kenningartengdum hönnunarmarkmiðum sem eru ósambærileg við raunverulega skilyrði á vinnusvæðinu.
Framleiðslustöð Kowy í Ningbo inniheldur alla framleiðsluferlið fyrir bögnunaraðilann, frá nákvæmri vinnslu á bögnunarskífu og tannhjólnaþáttum til þess að vinda rafmagnsvélina, sameina og prófa. Þessi samheildar framleiðslugeta gerir fyrirtækinu kleift að halda strangri gæðastýringu á hverju stigi framleiðslunnar og tryggja að hver aðilinn uppfylli sömu afköstastaðla óháð framleiðslumagni. Hver bögnunaraðilinn fer í gegnum fullt hleðslupróf á hámarks áætluðu getu áður en hann er sendur út, sem staðfestir að rafmagnsvél, tannhjólskerfið og bögnunarskífan virki innan skilyrðanna undir raunhagslegum starfsskilyrðum. Fyrirtækið hefur margar þjóðlengdarvöruskráningar tengdar hönnun reifabögnunaraðila og heldur CE- og RoHS-vottorðum fyrir alþjóðlega samræmi. Með reynslu af útflutningi til Þýskalands, Bandaríkjanna, Spánar og markaða um allan Asíu og Mið-Austurlöndin veitir Kowy áreiðanleika í vörum, tæknistuðning og aðgengi að viðbótardílum sem byggingarmenn krefjast af langtíma aðila sem veitir tæki.
Oftakrar spurningar
Spurning: Hver er hámarksdurðurinn á stálsíðu sem þessi vélar geta börgvað?
Svar: Vélin er hannað til að borga steypustál með hámarksþvermál 32 mm fyrir stig 40 og 60. Fyrir sterkari stál, svo sem stig 75 (lágmarks flæðisþrýstingur 520 MPa), er hámarksþvermálið sem mælt er með 28 mm, þar sem hærra flæðisþrýstingurinn aukar kraftinn sem nauðsynlegur er til að borga. Vélin getur líka borgað stál með þvermáli eins og 4 mm, sem gerir hana viðeigandi fyrir vinnslu bæði léttar bundinnar stálþráðs og þyngri aðalstálþráðs. Þegar stál er borgað á efri endanum á getuviðfanginu er ráðlagt að veita stutt kælingartímabil á milli borgana til að koma í veg fyrir ofhitun á rafhreyfaranum.
Spurning: Hversu nákvæm eru bogningarskinkurnar sem þessi vélar framleiða?
A: Þegar jákvæða stöðvunaraðferðin er rétt stillt framleiðir vélin beygjuhorn með nákvæmni innan plús eða mínus 2 gráða af áskilinni horni, sem uppfyllir skilyrði fyrir víddatolerans í ACI 318 og BS 8666 staðla fyrir beygju járnstangar. Hornavísirinn er merktur í 5-gráðu skrefum, sem gerir mögulegt að stilla millihorn með sjónháttar ályktun fyrir óstaðlaðar beygjuþarfir. Fyrir forrit sem krefjast nákvæmra hornatolerans er hægt að finnstilla staðsetningu stöðvunarblokksins með því að nota stilliskrúfurnar á stöðvunaraðferðinni. Nákvæmni horna getur breyst lítillega eftir því hvaða þvermál, gæði og spretti járnstangarinnar eru, svo er mælt með því að framkvæma prófbeygju og mæla útkomuhornið áður en framleiðsluferli hefst.
Q: Getur vélin bent órustuð járnstöng og epóxíbeþekktar stangir?
A: Já, vélin getur börgað ruslsjárnsteypustöngvar og stöngvar með eplókveðju. Þegar börgað er eplókveðjur stöngvar er mikilvægt að nota nylon- eða plastfelaðar spennur og hringa til að koma í veg fyrir skemmdir á eplókveðjunni við snertipunktana. Kowy býður upp á valkvæmar spennu- og hringasett af nylon sérstaklega fyrir þennan tilgang. Fyrir ruslsjárnstöngvar eru krefður um börgunarafl um 20–30 prósent hærri en fyrir kolefnisstöngvar af sömu þvermál vegna vinnuhörðunar eiginleika ruslsjárns. Vélin getur unnið með ruslsjárnstöngvum allt að 28 mm í þvermál innan metinna aflmarka rafmagnslyktar. Eftir að ruslsjárnstöngvar hafa verið börgaðar er mælt með því að skoða börgunarspennurnar til að athuga hvort séu merki um hröðuð slitage.
Q: Hversu langan tíma tekur það að breyta spennustillingum fyrir mismunandi stangastærðir?
A: Að breyta pinnastillingunni til að passa við mismunandi stangþvermál tekur um það bil 1–2 mínútur. Pinnarnir eru hönnuðir fyrir innsetningu og fjarlægingu án verkfæris, með fjöðurfestu festistefju sem festir pinnann í holunni í bögnunarskífunni en leyfir fljóta fjarlægingu þegar notandinn dregur pinnann upp. Hringarnir eru líka fljótlega skiptir út, þeir renna yfir stangina og liggja á yfirborði bögnunarskífunnar. Stærðirnar á pinnunum og hringunum eru skýrt merktar með viðkomandi stangþvermáli, svo engin mæling eða reyndir og villa eru nauðsynlegar til að velja rétta stærð. Reinkunnugur notandi getur venjulega breytt stillingunni og framkvæmt prófbögnun innan 3 mínútna frá fyrri bögnunarstillingu.
Q: Hvaða viðhaldsstarf krefst bögnunaraðferðin?
A: Venjuleg viðhaldsstarfsemi felur í sér reglubundna smyrslu á tannhýsina með því að nota ákveðna smyrsluskrúfu, venjulega hverju 200 virkjunartíma eða mánaðarlega við venjulega notkun. Myndhöggvinnarplötuspennuholurnar ættu að vera hreinar reglulega til að fjarlægja þroska og metallþátt sem gætu hindrað spennuna í holunum. Loftrennur rafmagnsmotorsins ættu að vera skoðaðar og hreinar til að tryggja nægilega loftflæði fyrir kælingu. Rafmagnsrásin ætti að vera skoðuð á lek og slímingu, og stöngin ætti að vera skoðuð til að ganga úr skugga um að hún sitji örugglega. Spennur og hringir ættu að vera skoðaðir vegna slitas og skiptir út þegar samsvarandi yfirborð sýna dýpra rillur eða umformun. Kowy býður upp á nákvæma viðhaldsáætlun í notendahandbókinni sem fylgir hverju tæki, og viðbótardílar eru tiltækir fyrir alla slitþætti.
Tengilið
Fyrirtæki: Ninghai Sanyuan Electric Tools Co., Ltd.
Tákn: Kowy
Netfang: [email protected]
Sími: +86-13116634519
Heimilisfang: Nr. 3 Goudong 2. götu, Xuepo þróunarsvæðið, NingHai, NingBo, Kína
Um höfundinn: Verkfræðilýðurinn hjá Kowy hefur yfir 20 ára reynslu í hönnun og framleiðslu á tólum fyrir steypujárn. Þessi liður er staðsettur í framleiðslustöð Kowy í Ningbo og sér um vöruþróunina frá upphaflegri CAD-hönnun til fullrar hleðsluprófunar, sem tryggir að hver vél uppfylli ávinningakröfurnar sem byggingafræðimenn í meira en 80 löndum krefjast.





