





- Umumiy ko'rinish
- Tavsiya etilgan mahsulotlar
Mahsulot haqida umumiy ma'lumot
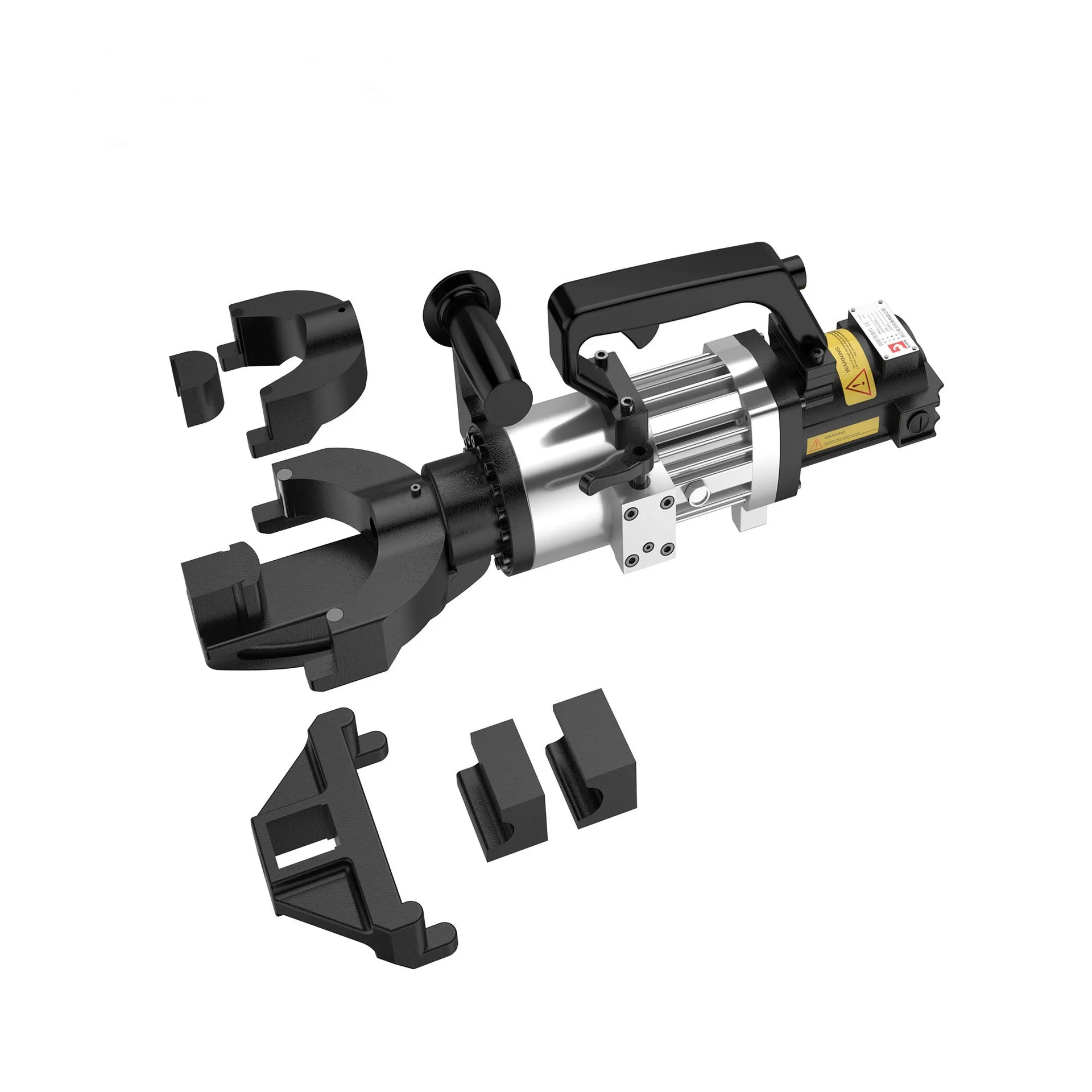
Kowy portativ poʻlat armatura eguvchi mosholasi qurilish, infratuzilma va oldindan tayyorlangan beton sohalari uchun qurilish maydonlarida armatura simlarini egish uchun moʻljallangan universal elektr armatura eguvchi mosholadir. U 4 mm dan 32 mm gacha boʻlgan diametrdagi poʻlat armatura simlarini 0 dan 180 gradusgacha burchakda egishga moʻljallangan boʻlib, standart armatura egish talablari — yaʼni, toʻr simlari, gʻaltaklar, L-shaklli va U-shaklli simlar hamda maxsus konstruktiv shakllar — barchasini qondiradi. Yuqori momentli elektr dvigateli va aniq ishlov berilgan eguvchi diskdan foydalangan holda ishlaydigan ushbu moshola ACI 318 va BS 8666 armatura egish standartlarida belgilangan oʻlchovlar doirasida doimiy va takrorlanadigan egilish burchaklarini taʼminlaydi. U Xitoy, Ningbo shahrida joylashgan Ninghai Sanyuan Electric Tools Co., Ltd. korxonasida ishlab chiqarilgan boʻlib, bu eguvchi moshola 80 dan ortiq mamlakatlardagi qurilish loyihalaridan yigʻilgan maydon tajribasiga asoslanib, 20 yildan ortiq davom etgan doimiy takomillashtirish natijasidir.
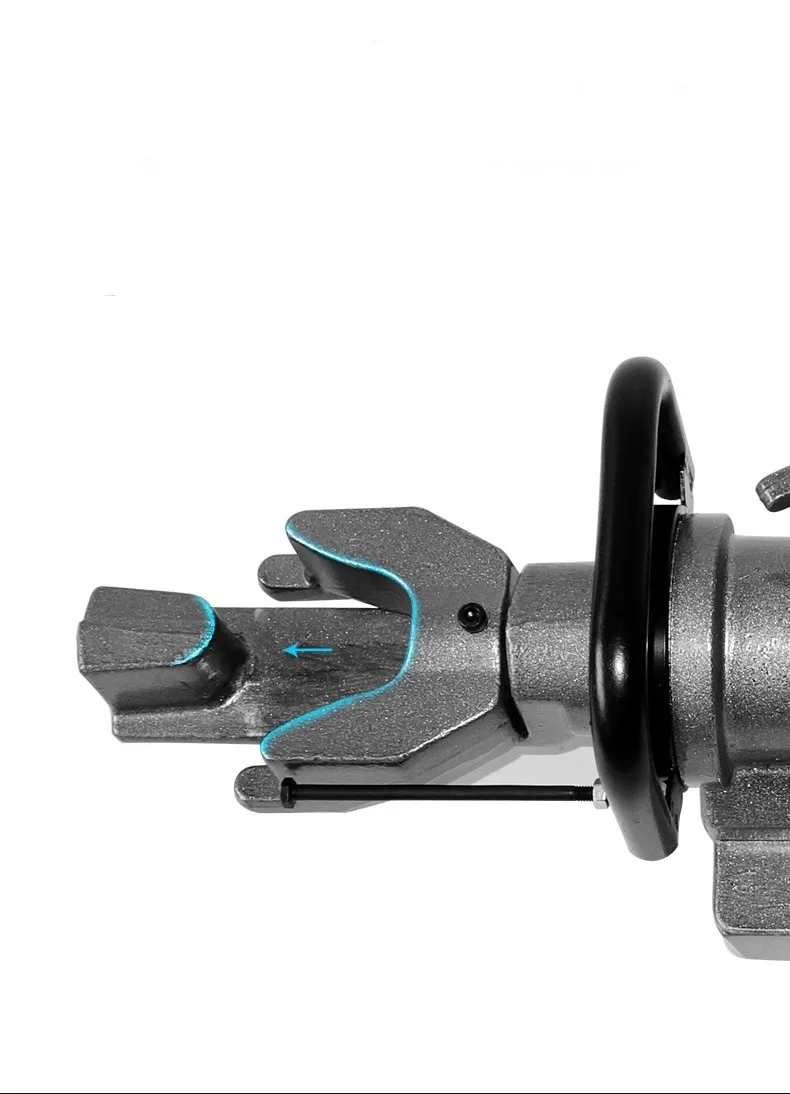
Ushbu qurilma qurilish maydonida ish joylariga osonlikcha ko'chirilishi yoki armatura ishlab chiqarish zavodida ish jarayoni talab qilganida qayta joylashtirilishi mumkin bo'lgan, taxminan 18 kilogramm og'irlikdagi portativ shaklga ega. Egish diskida turli diametrdagi sterjenlarga mos keladigan almashtiriladigan pinlar va gilzalar o'rnatilgan bo'lib, maxsus vositalarsiz egish konfiguratsiyalarini tezda o'zgartirish imkonini beradi. Egish diskgina o'rnatilgan burchak ko'rsatgich tayog'isi egish burchagining sozlamalarini vizual ravishda ko'rsatadi, shu bilan birga, aniq to'xtash mexanizmi takroriy egishlarda bir xil burchakda to'xtashni ta'minlaydi va ishlab chiqarish jarayonida doimiylikni saqlaydi. Qurilma CE va RoHS sertifikatlariga ega bo'lib, yetkazib berishdan oldin zavodda har bir qurilma to'liq yuk ostida egish samaradorligini tekshirish uchun alohida sinovdan o'tkaziladi. Har bir qurilma standart egish pinlari to'plami, pinlarni olib tashlash uchun moslamasi va keng tarqalgan egish konfiguratsiyalari uchun sozlash tartibini tushuntiruvchi operatsion qo'llanma bilan birga yetkaziladi.
Asosiy xususiyatlar
1. Issiqlikni himoya qiladigan yuqori momentli elektr dvigateli
Egish mosholasi 1500 vatlik mis o'ramli elektr dvigateli bilan quvvatlanadi, bu esa katta diametrli armatura tayyorlamalarini egish uchun kerak bo'ladigan yuqori buruv momentini ta'minlash uchun mo'ljallangan. Dvigatel egish diskiyini planetar reduktor tizimi orqali aylantiradi; bu tizim buruv momentini ko'paytirib, egish jarayoni davomida silliq va boshqariladigan aylanishni saqlab turadi. Ushbu g'ildirak konfiguratsiyasi armatura tayyorlamasining sinishi yoki noaniq egilish burchagiga sabab bo'ladigan keskin kuch ta'sirini yo'q qiladi va operatorga egish jarayonini aniq boshqarish imkonini beradi. Dvigatel issiqlikdan qo'riqlash tizimiga ega bo'lib, o'ramning harorati xavfsiz ishlash chegarasidan oshsa, avtomatik ravishda tok uziladi; bu esa uzluksiz yuqori hajmda egish ishlari davomida dvigatelning yonib ketishini oldini oladi. Dvigatel korpusida sovutish uchun havo oqimini ta'minlaydigan ventilyatsiya teshiklari mavjud va butun dvigatel yig'indisi elektr izolyatsiyasini buzishi mumkin bo'lgan chang va namlikning kirib kelishini oldini olmoq uchun germetik qilinadi.
2. Aniq ishlab chiqilgan egish diski
Egish diskasi — uskunaning markaziy ishchi tarkibiy qismi bo'lib, 45# uglerodli po'latdan forg'alanadi va egilish yuklarini takrorlab qo'llaganda yaxshi chidamlilik ta'minlash uchun sirt qat'iyati 50–55 HRC ga yetkaziladi. Diskda turli diametrdagi armatura stержenlari va egilish radiuslari uchun markaziy va egilish pinlari joylashuvini ta'minlaydigan aniq joylashtirilgan pin teshiklari bor. Pin teshiklari orasidagi masofa armatura loyihasi me'yoriy hujjatlari tomonidan belgilangan egilish radiuslari nisbatlarini ta'minlash uchun mo'ljallangan bo'lib, bu esa sterjenlarning sindirilishini oldini oladigan va armaturaning mustahkamlik xususiyatlarini saqlaydigan minimal radius talablariga mos kelishini ta'minlaydi. Disk sirti egish jarayonida ishqalanishni va sterjen sirtidagi izlarni kamaytirish uchun silliq qilinadi; bu ayniqsa epoksidli yoki galvanizlangan armatura ishlash paytida, qoplamning butunligini saqlash muhim bo'lganda, ahamiyatli hisoblanadi.
3. Musbat to'xtash bilan sozlanadigan burchak boshqaruvi
Ushbu apparatda operator 0 dan 180 gacha bo'lgan istalgan egilish burchagini sozlash imkonini beradigan moslashtiriladigan burchak boshqaruv tizimi mavjud; bu burchaklar odatda ishlatiladigan 45, 90, 135 va 180 graduslarda mexanik pozitsion cheklovchilar bilan ta'minlanadi. Burchak sozlamasi egilish diskining aylanishini oldindan belgilangan burchakgacha cheklash uchun burchak ko'rsatgich doirasiga to'xtatish blokini o'rnatish orqali amalga oshiriladi. Bu mexanik to'xtatish tizimi har bir egilishni bir xil burchakda qaytarishini ta'minlab, uzun ishlab chiqarish jarayonlarida doimiylikni saqlaydi va faqat ko'rinadigan burchakni baholashga asoslangan burchak o'zgaruvchanligini yo'q qiladi. Standart bo'lmagan burchaklar uchun to'xtatish bloki doiraning istalgan o'rtacha nuqtasiga o'rnatilishi mumkin, bu esa maxsus armatura batafsil tushuntirishlari uchun mos egilish konfiguratsiyalarini yaratish imkonini beradi. Burchak ko'rsatgich doirasi 5 gradusdan iborat belgilarga bo'lingan, aniqroq sozlash uchun maydaroq belgilashlar ham mavjud.
4. Almashtiriladigan pin va gilza tizimi
Egish moslamasi, moslamaning belgilangan sig'imi doirasidagi butun maydonni qamrab oladigan markaziy chizg'ichlar, egish chizg'ichlari va joylashuv halqalari to'plami bilan ta'minlanadi. Chizg'ichlar qattiq qilingan asbob po'latidan ishlab chiqarilgan bo'lib, ular maxsus vositalarsiz egish diskidan tezda o'rnatiladi va olib tashlanadi; bu turli diametrli armatura va turli egish konfiguratsiyalari orasida tez almashtirish imkonini beradi. Halqa to'plami standart armatura diametrlariga mos keladi — 4 mm dan 32 mm gacha, bu esa armaturani to'g'ri joylashtirishni va egish jarayonida siljishni oldini oladi. Eskirolgan yoki shikastlangan chizg'ichlar va halqalar alohida komponentlar sifatida sotiladi; shu sababli operatorlar butun chizg'ich to'plamini emas, balki faqat shikastlangan detallarni almashtirishlari mumkin. Chizg'ich va halqa tizimi standart o'lchamlarga mos keladi va boshqa ishlab chiqaruvchilarning umumiy armatura egish akssessuarlari bilan mos keladi.
5. Ko'chma va mustahkam konstruksiya
Ushbu apparat qalin poʻlat ramkaga oʻrnatilgan boʻlib, bu ramka egilishga qarshi reaksiya kuchlariga qarshilik koʻrsatish uchun zarur boʻlgan struktural qattiqlikni taʼminlaydi va apparatning xizmat muddati davomida egilish yoki deformatsiyaga uchramaslikka, shuningdek, doimiy egilish aniqligini saqlashga imkon beradi. Qaramay, apparat qattiq qurilgan boʻlsa ham, uning ogʻirligi taxminan 18 kilogrammni tashkil etadi — bu bitta operator tomonidan integratsiyalangan koʻtarish tutqichidan foydalangan holda ish joylariga koʻchirish uchun yetarli darajada yengil. Apparatning taglik qismi ish stoliga yoki maxsus ustunga qoʻyish uchun bolt bilan biriktirish uchun deliklangan va rezʼbali qilinagan; shuningdek, taglikda slipga qarshi rezina mat oʻrnatilgan boʻlib, apparat tekis sirtga qoʻyilganda barqaror ishlashini taʼminlaydi. Quvvat simi ochiq havoda qurilish maydonida foydalanishga moslashtirilgan va elektr ulanish nuqtasida namlik va chang kirib kelishini oldini oluvchi germetik qopqoq bilan jihozlangan.
Texnik xususiyatlari
| Parametr | Xususiyat |
|---|---|
| Egilish diametri diapazoni | 4 mm dan 32 mm gacha (armatura sterjeni) |
| Egilish burchagi diapazoni | 0 dan 180 gradusgacha |
| Motor quvvati | 1500 Vt |
| Voltaj | 220 V / 50 Gs (110 V / 60 Gs ixtiyoriy) |
| Ogib tezligi | Taxminan 5 soniya (90 graduslik egilish, 25 mm sterjen) |
| Egilish diski materiali | Forged 45# uglerodli po'lat, 50 dan 55 gacha HRC |
| Pin materiali | Qattiqroq qilinmalgan asbob po'lati |
| Vazn | Taxminan 18 kg |
| Umumiy o'lchovlar | 450 mm x 300 mm x 280 mm |
| Burchak ko'rsatgich | 5 gradusdan qadam bilan, 0 dan 180 gacha |
| Qo'llaniladigan armatura darajalari | HRB400, HRB500, Daraja 40, Daraja 60 |
| Quvvat kabeli uzunligi | 2,5 m |
| SERTIFIKATLAR | CE, RoHS |
| Kafolat | sotib olingan sanadan boshlab 12 oy |
Ilova Scenarilari
Joyda guruch va g'altak egilishi
Kowy portativ egilish mashinasining eng ko'p uchraydigan qo'llanilishlaridan biri — beton armaturasi qurilishida ishlatiladigan, joyda ishlab chiqariladigan g'altaklar, bog'lovchi simlar va uchlari egilgan sterjenlar ishlab chiqarishdir. Oldindan egilgan g'altaklarni uzoq masofali ishlab chiqarish zavodidan tashib olib kelish o'rniga, quruvchilar bu egilish mashinasini har bir qavatdagi armatura tayyorlash maydonchasiga o'rnatib, hozirgi o'rnatish uchun aniq talab qilinadigan o'lchamlarda g'altaklar va egilgan uchlarni ishlab chiqaradi. Bu vaqtida egilish usuli tashish xarajatlarini kamaytiradi, ishlab chiqarish zavodi va maydonidagi ishchilar orasidagi aloqa nuqsonlari tufayli sodir bo'lishi mumkin bo'lgan o'lcham xatolarini minimal darajada kamaytiradi va ustun yoki balandlik o'lchamlaridagi maydoniy o'zgarishlarga tezda moslashish imkonini beradi. Mashinaning musbat to'xtash burchak boshqaruvi bir partiyadagi barcha g'altaklarning bir xil egilish burchagiga ega bo'lishini ta'minlaydi, bu esa to'g'ri kafel yig'ilishini va beton qoplamasini saqlashni ta'minlash uchun zarurdir.
Oldindan tayyorlangan beton elementlar ishlab chiqarish
Oldindan tayyorlangan beton ishlab chiqarishda egilish uskunasi nisbatan oddiy oldindan tayyorlangan elementlar — masalan, tirnoklar, ustunlar, devor panellari va plitalar uchun kerakli armatura kafelari va alohida egilgan sterjenlar ishlab chiqarishda qo'llaniladi. Uskunaning doimiy, takrorlanadigan egilishlar hosil qilish qobiliyati oldindan tayyorlangan ishlab chiqarishda ayniqsa muhim ahamiyatga ega, chunki o'lchovlar aniqligi armaturaning aniq shakldagi kalıplarga mos kelishini va yakuniy elementning struktural qobiliyatini to'g'ridan-to'g'ri ta'sirlaydi. Oldindan tayyorlangan zavodlar odatda egilish uskunasini maxsus armatura tayyorlash maydonida joylashtiradi, bu yerda u to'g'ri sterjenlarni elementlar bo'yicha chizmalar talab qilgan egilgan konfiguratsiyalarga qayta ishlash uchun kesish uskunalari bilan birga qo'llaniladi. Uskunaning pin konfiguratsiyalariga tez o'tish imkoniyati operatorlarga ishlab chiqarish smenasi davomida turli xil element turlari orasida o'tishga imkon beradi va buyurtma asosida ishlab chiqariladigan oldindan tayyorlangan operatsiyalarga xos moslashuvchan ishlab chiqarish jadvalini qo'llab-quvvatlaydi.
Infrastruktura va fuqaro qurilishi loyihalari
Ko'priklar, tunnellar, devorlar va suvni tozalash inshootlari kabi katta infratuzilma loyihalari ko'pincha standart g'altaklar, L-shaklidagi egilishlar, U-shaklidagi egilishlar va konstruktiv loyiha talablari bilan belgilangan maxsus shakllarga ega egilgan armatura miqdorini talab qiladi. Portativ egish uskunasi bu loyiha maydonlarida bir nechta ish zonalarga o'rnatiladi va markaziy ishlab chiqarish korxonasidan oldindan egilgan sterjenlarni uzoq masofali ish joylariga yetkazib berishning mantiqiy murakkabligini bartaraf etadigan mahalliy egish imkoniyatini ta'minlaydi. Tunnellar loyihalarida uskuna tunneldan o'tish segmentlari uchun armaturani egishda foydalaniladi, chunki tunneldan o'tish chizig'ining egri chizig'i tunneldan o'tish uzunligi bo'ylab o'zgaruvchan sterjen shakllarini talab qiladi. Ko'prik loyihalarida uskuna ko'prik qoplamasi armaturasini, ustunlar qoplamasini va tayanch sterjenlarini egishda foydalaniladi; portativlik esa qurilish ko'prik chizig'i bo'ylab davom etganda uskunani bir ustundan ikkinchi ustunga ko'chirish imkonini beradi.
Tuzilma qayta ta'mirlash va ta'mirlash ishlari
Struktural ta'mirlash va ta'mirlash loyihalarida mavjud armatura tez-tez mavjud inshootning geometrik cheklovlariga mos keladigan, maxsus egilgan sterjenlarga qo'shimcha qilinishi kerak. Portativ egish uskunasi shu maqsadlarga juda mos keladi, chunkoli u mavjud inshootlarning tor ish maydonlariga o'rnatilishi va bitta texnik tomonidan boshqarilishi mumkin. Ta'mirlash uchun armatura ko'pincha mavjud struktural elementlarni aylanib o'tish uchun standartdan tashqari egilish burchaklari va radiuslari talab qiladi; uskunaning sozlanadigan burchak boshqaruvi va almashtiriladigan pin konfiguratsiyalari shu maxsus shakllarni yaratish uchun zarur moslikni ta'minlaydi. Seysmik ta'mirlash, plitalarni mustahkamlash va ustunlarga qopqoq qo'yish ishlari bilan shug'ullanadigan quruvchilar muntazam ravishda portativ egish uskunasidan foydalanib, bu maxsus mustahkamlash usullari talab qiladigan maxsus armatura shakllarini yaratadi; uskunaning aniqlik va takrorlanuvchanligi ta'mirlash sterjenlarining muhandis tomonidan belgilangan o'lchamlarga mos kelishini ta'minlaydi.
Nima uchun Kowy tanlash kerak
2003-yilda tashkil etilganidan beri Ningxay Sanyuan Elektr Asboblar Kompaniyasi, MChJ faqat armatura qayta ishlash asboblarini loyihalash va ishlab chiqarishga e'tibor qaratgan bo'lib, armatura egish texnologiyasining barcha jihatlarini qamrab olgan mutaxassislarga ega bo'lgan. Portativ egish mexanizmi shu tajribaning natijasidir; u turli qurilish muhitlari va armatura darajalariga mos keladigan egish samaradorligi haqidagi ma'lumotlarni tahlil qilish natijasida loyihalashda amalga oshirilgan takomillash-tirishlarni o'z ichiga oladi. Kompaniyaning muhandislik guruhu 80 dan ortiq mamlakatdagi qurilish mutaxassislari bilan faol aloqada turib, maydonlardan keladigan fikrlarni loyihalashni takomillashtirish imkoniyatlarini aniqlash va yangi xususiyatlarning amaliy sharoitlardagi ishlashini ishlab chiqarishga kiritishdan oldin tasdiqlash uchun foydalanadi. Xaridorlar tomonidan boshqariladigan ushbu rivojlanish usuli egish mexanizmi qurilish mutaxassislarining amaliy ehtiyojlarini, maydon sharoitlaridan ajratilgan nazariy loyihalash maqsadlarini emas, balki qondirishini ta'minlaydi.
Kowyning Ningbo shahridagi ishlab chiqarish korxonasi egri qilish apparati uchun to'liq ishlab chiqarish jarayonini o'z ichiga oladi: egri qilish diskining va g'ildirak tarkibiy qismlarining aniq ishlashidan boshlab, dvigatelni chulg'amoq, yig'ish va sinovdan o'tkazishgacha. Bu integratsiyalangan ishlab chiqarish imkoniyati kompaniyaga har bir ishlab chiqarish bosqichida qat'iy sifat nazoratini saqlashga imkon beradi va bu orqali har bir apparat ishlab chiqarish hajmi qanday bo'lmasa ham bir xil ishlash standartlariga mos kelishini ta'minlaydi. Har bir egri qilish apparati yetkazib berishdan oldin maksimal reytingli quvvatda to'liq yuk ostida egri qilish sinovidan o'tkaziladi; bu sinov dvigatel, g'ildirak tizimi va egri qilish diski real ish sharoitlarida belgilangan me'yorida ishlashini tasdiqlaydi. Kompaniya armatura egri qilish apparatlari dizayni bilan bog'liq bir nechta milliy patentlarga ega va xalqaro talablarga mos kelish uchun CE va RoHS sertifikatlari bilan tasdiqlangan. Germaniya, AQSH, Ispaniya hamda Osiyo va Yaqin Sharqning barcha bozorlariga eksport qilish tajribasiga ega bo'lgan Kowy qurilish mutaxassislari uzoq muddatli uskuna hamkoridan kutadigan mahsulot ishonchliligi, texnik yordam va ehtiyot qismlarining mavjudligini ta'minlaydi.
Koʻpincha soʻraladigan savollar
S: Bu apparat qanday maksimal diametrdagi tirnoqlarni egib oladi?
J: Apparat 40 va 60 darajadagi armatura tirnoqlarini maksimal 32 mm diametrgacha egishga mo'ljallangan. Yuqori mustahkamlikdagi tirnoqlar, masalan, 75 daraja (minimal 520 MPa lik oqish chastotasi) uchun tavsiya etilgan maksimal egish diametri 28 mm bo'ladi, chunki yuqori oqish chastotasi egish uchun talab qilinadigan kuchni oshiradi. Shuningdek, apparat minimal 4 mm diametrdagi tirnoqlarni ham egib oladi, shu sababli u yengil bog'lovchi simli armatura hamda og'ir asosiy armatura tirnoqlarini qayta ishlash uchun mos keladi. Qobiliyat doirasining yuqori chegarasida tirnoqlarni egishda motorning qizib ketishini oldini olish uchun har bir egishdan keyin qisqa sovutish muddati berish tavsiya etiladi.
S: Bu apparat tomonidan hosil qilinadigan egilish burchaklari qanchalik aniq?
A: Musbat to'xtatish mexanizmi to'g'ri sozlanganda, apparat maqsad burchagi atrofida plus yoki minus 2 gradus aniqlikda egilish burchagini hosil qiladi, bu esa armatura egish uchun ACI 318 va BS 8666 standartlarining o'lchovli noaniqlik talablariga javob beradi. Burchak ko'rsatkichi tayanchi 5 gradus oraliqlarda belgilangan bo'lib, operator standart bo'lmagan egilish talablari uchun o'rtacha burchaklarni vizual interpolatsiya usuli bilan sozlay oladi. Qattiqroq burchak noaniqlik talablari mavjud bo'lganda, to'xtatish blokining o'rni to'xtatish mexanizmidagi sozlash vintlari yordamida aniq sozlanadi. Burchak aniqligi sterjen diametri, sinfi va po'latning qaytish xususiyatlari (springback)ga qarab biroz o'zgarishi mumkin, shuning uchun ishlab chiqarish jarayonini boshlashdan oldin sinov egilishini amalga oshirib, natijada hosil bo'lgan burchakni o'lchash tavsiya etiladi.
S: Apparat zanglamaydigan po'lat va epoksid qoplamali sterjenlarni egishni bajarishi mumkinmi?
A: Ha, uskuna ayniqsa, chelakli qoʻshimcha armatura va epoksid bilan qoplangan armaturani egib beradi. Epoksid bilan qoplangan armaturani egishda epoksid qoplamasiga kontakt nuqtalarida zarar yetkazmaslik uchun nilon yoki plastik bilan qoplangan pinlar va gilzalar ishlatish muhimdir. Kowy ushbu maqsadga xos nilon pin va gilzalar toʻplamini ixtiyoriy sifatida taklif etadi. Sutli poʻlat armatura uchun egish kuchi talablari, sutli poʻlatning ishlash natijasida qattiqroq boʻlish xususiyati tufayli, bir xil diametrli uglerodli poʻlat armatura uchun kerakli kuchdan 20 dan 30 foizgacha yuqori boʻladi. Uskuna sutli poʻlat armaturani nominal dvigatel quvvatida 28 mm gacha diametrida qabul qiladi. Sutli poʻlatni egishdan keyin egish pinlarini tezroq ishlash belgilari uchun tekshirish tavsiya etiladi.
S: Turli diametrli armaturalar uchun pin konfiguratsiyasini oʻzgartirish qancha vaqt oladi?
A: Turli diametrli sterjenlarga mos keladigan pin konfiguratsiyasini o'zgartirish taxminan 1 dan 2 minutgacha davom etadi. Pinlar asbob-saxodan foydalanimasdan o'rnatish va olib tashlash uchun mo'ljallangan bo'lib, pinni egilish diskidagi teshikka mahkamlash va operator pinni yuqoriga tortganda tezda chiqarib olish imkonini beruvchi burmalangan qo'rqitgich mexanizmi bilan jihozlangan. Muqovalar ham shunday tez almashtiriladi: ular sterjen ustiga siljidi va egilish diski sirtiga qo'yiladi. Pin va muqovalarning o'lchamlari mos keladigan sterjen diametri bilan aniq belgilangan, shuning uchun o'lchash yoki sinov-usul bilan tanlash shart emas. Tajribali operator odatda avvalgi egilish sozlamasidan keyin konfiguratsiyalarni o'zgartirish va sinov egilishini 3 daqiqadan kamroq vaqt ichida amalga oshiradi.
S: Egilish apparati qanday texnik xizmat talab qiladi?
A: Texnik xizmat ko'rsatishni o'tkazish — bu normal foydalanishda har 200 soatda yoki oylik davriylikda belgilangan grezli qo'llanma orqali tishli g'ildirak qutisini muntazam ravishda yog'lashdir. Egiluvchan diskning pina teshigiga kirib boradigan chang va metall zarralarni tozalash uchun pina teshiklari muntazam ravishda tozalanishi kerak. Motorning ventilyatsiya teshiklari tekshiriladi va sovutish uchun yetarli havo oqimini ta'minlash uchun tozalanadi. Quvvat kabeli kesilish yoki ishqalanishdan zararlanmaganligi tekshiriladi va plug qo'shilishining mustahkamligi tekshiriladi. Egiluvchan pinalar va halqalar yopishuv sirtlarida chuqur chiziqchalarning yoki shakl o'zgarishining namoyon bo'lganda, yaxshi ishlashini ta'minlash uchun ularni tekshirish va almashtirish kerak. Kowy har bir uskunaga birga beriladigan operatsion qo'llanmada batafsil texnik xizmat ko'rsatish jadvalini taqdim etadi va barcha yeyiladigan komponentlar uchun ehtiyot qismlar mavjud.
Aloqa maʼlumotlari
Kompaniya: Ningxay Sanyuan Elektr Asboblari Co., Ltd.
Brend: Kowy
Elektron pochta: [email protected]
Tel: +86-13116634519
Manzil: Xuepo rivojlanish zonasi, Goudong 2-chi yo'li, 3-sonli bino, Ningxay, Ningbo, Xitoy
Muallif haqida: Kowy muhandislik jamoasi armatura asboblari loyihalash va ishlab chiqarish sohasida 20 yildan ortiq amaliy tajriba egasidir. Kompaniyaning Ningbo ishlab chiqarish ob’ekti bazasida joylashgan bu jamoa mahsulotni dastlabki CAD modeldan boshlab to‘liq yuk ostida tekshirish testlarigacha bo‘lgan butun rivojlanish jarayonini nazorat qiladi va har bir mexanizmning qurilish mutaxassislari tomonidan 80 dan ortiq mamlakatda talab qilinadigan ishlash standartlariga mos kelishini ta'minlaydi.





