





- Огляд
- Рекомендовані продукти
Огляд продукту
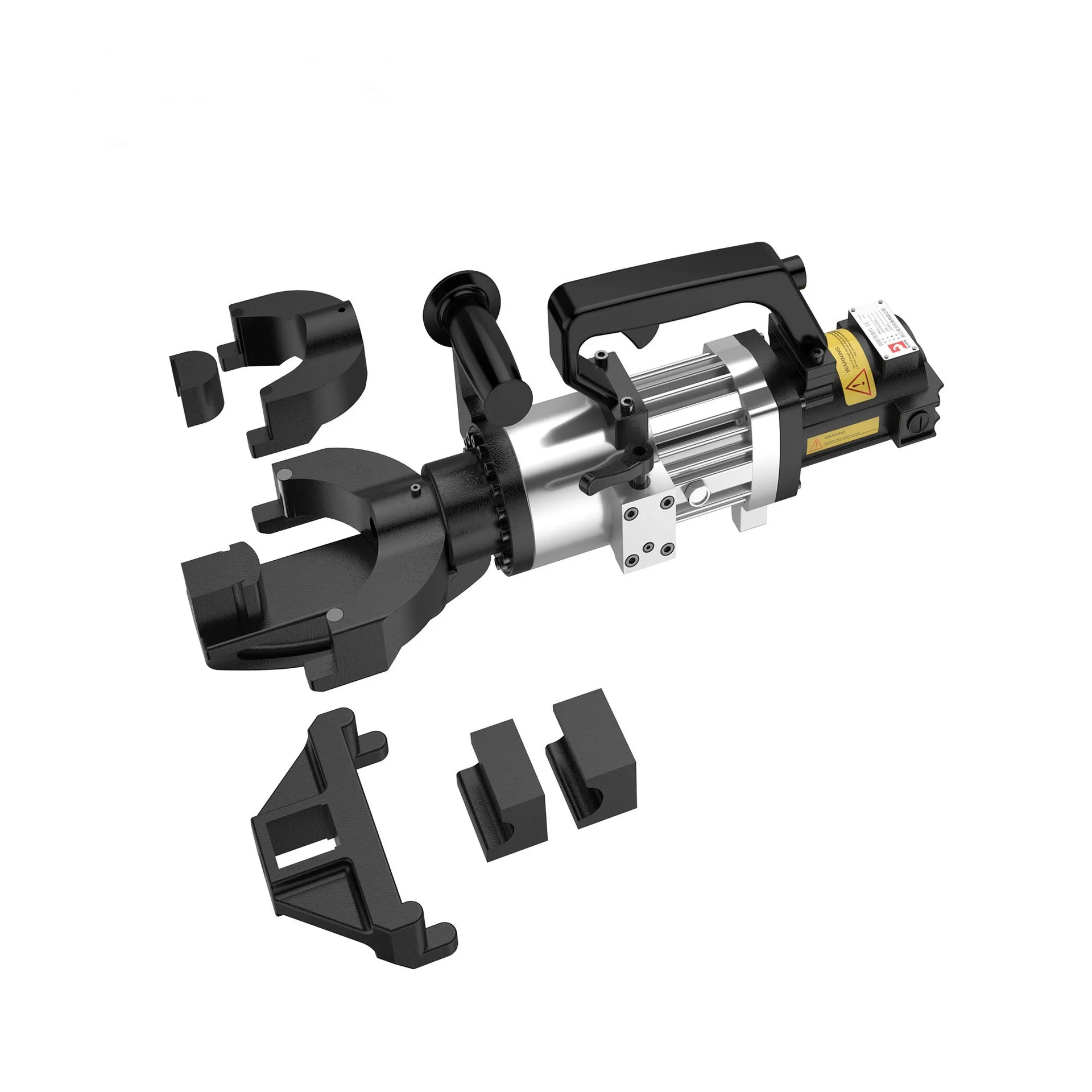
Портативний залізобетонний викривлювач Kowy — це універсальний електричний викривлювач арматурних стрижнів, розроблений для викривлення арматури на місці будівництва, інфраструктурних об’єктів та попередньо виготовлених залізобетонних конструкцій. Цей викривлювач призначений для викривлення сталевих стрижнів діаметром від 4 мм до 32 мм під кутами від 0 до 180 градусів і задовольняє всі стандартні вимоги щодо викривлення арматури, зокрема для виготовлення хомутів, гачків, L-подібних та U-подібних стрижнів, а також нестандартних конструктивних форм. Приводиться в дію високомоментним електродвигуном, що приводить у рух точно оброблений диск для викривлення, що забезпечує стабільні й повторювані кути викривлення, які відповідають розмірним допускам, встановленим у стандартах ACI 318 та BS 8666 щодо викривлення арматури. Виробляється компанією Ninghai Sanyuan Electric Tools Co., Ltd. у м. Нінбо, Китай. Цей викривлювач є результатом понад 20-річного постійного удосконалення на основі практичного досвіду, набутого під час будівельних проектів у більш ніж 80 країнах.
Портативна конструкція машини, вага якої становить приблизно 18 кілограмів, дозволяє легко переміщати її між робочими станціями на будівельному майданчику або змінювати її положення всередині цеху з виготовлення арматурних каркасів у разі зміни вимог до виробничого процесу. Гнучий диск оснащений змінними шпильками та кільцями, що забезпечують обробку арматурних стрижнів різних діаметрів, що дозволяє швидко змінювати конфігурацію гнуття без спеціального інструменту. Індикатор кута гнуття, встановлений на гнучому диску, надає візуальну інформацію про заданий кут гнуття, а механізм фіксації в певному положенні забезпечує точне повторення одного й того самого кута гнуття, що гарантує стабільність параметрів протягом усього виробничого циклу. Машина сертифікована відповідно до директив ЄС (CE) та вимог щодо обмеження використання небезпечних речовин (RoHS) і проходить індивідуальні випробування під навантаженням на заводі для перевірки продуктивності гнуття при повному номінальному навантаженні перед відправкою. Кожна одиниця поставляється зі стандартним комплектом шпильок для гнуття, інструментом для вилучення шпильок та експлуатаційною інструкцією, що детально описує процедури налаштування для типових конфігурацій гнуття.
Основні особливості
1. Електродвигун високого крутного моменту з термозахистом
Гнувальний верстат працює від електродвигуна потужністю 1500 Вт із мідними обмотками, розробленого для забезпечення високого крутного моменту, необхідного для гнуття арматурних стрижнів великого діаметра. Двигун приводить у рух гнувальний диск через планетарну редукторну передачу, яка збільшує крутний момент, одночасно забезпечуючи плавне та контрольоване обертання протягом усього циклу гнуття. Така конфігурація передачі усуває раптове прикладання зусиль, що може спричинити розрив стрижня або нестабільні кути гнуття, і надає оператору точний контроль над процесом гнуття. Двигун оснащений термічним захистом від перевантаження, який автоматично перериває подачу живлення, якщо температура обмоток перевищує безпечні експлуатаційні межі, запобігаючи перегорянню двигуна під час тривалих високопродуктивних операцій гнуття. Корпус двигуна має вентиляційні отвори, що сприяють циркуляції повітря для охолодження, а весь двигун герметизований для запобігання проникненню пилу й вологи, які можуть порушити електричну ізоляцію.
2. Гнувальний диск із прецизійною механічною обробкою
Вигинний диск є центральним робочим компонентом машини, виготовлений із кованої вуглецевої сталі марки 45# та підданий термічній обробці для досягнення твердості поверхні 50–55 HRC, що забезпечує стійкість до зносу при багаторазових вигинних навантаженнях. Диск має ряд точно розташованих отворів для шпильок, які призначені для розміщення центральної та вигинної шпильок у конфігураціях, необхідних для різних діаметрів стрижнів та радіусів вигину. Відстань між отворами для шпильок розрахована так, щоб забезпечити правильні співвідношення радіусів вигину, встановлені нормами проектування арматури, що гарантує відповідність вигинів мінімальним вимогам до радіуса, необхідним для запобігання розриву стрижнів та збереження структурної цілісності армування. Поверхня диска шліфується до гладкого стану, щоб зменшити тертя та уникнути пошкодження поверхні стрижнів під час вигину — особливо важливо при обробці епоксидно-покритої або оцинкованої арматури, коли необхідно зберегти цілісність покриття.
3. Регульований контроль кута з фіксатором
Устаткування оснащено регульованою системою кутового керування, що дозволяє оператору встановлювати бажаний кут згину від 0 до 180 градусів із фіксованими механічними обмежувачами на типових кутах, зокрема 45, 90, 135 та 180 градусів. Встановлення кута здійснюється шляхом розміщення стоп-блоку на шкалі індикатора кута, що фізично обмежує обертання диска згинання до заданого кута. Ця механічна система обмежувачів забезпечує, що кожен згин повертається до того самого кутового положення, підтримуючи сталість протягом тривалих виробничих циклів і усуваючи варіативність кута, пов’язану з візуальною оцінкою кута без додаткових засобів вимірювання. Для нетипових кутів стоп-блок може бути розміщений у будь-якій проміжній позиції на шкалі, забезпечуючи гнучкість у створенні спеціальних конфігурацій згину, необхідних для деталізації арматури спеціального призначення. Шкала індикатора кута нанесена через кожні 5 градусів, а також має дрібніші поділки для точного налаштування.
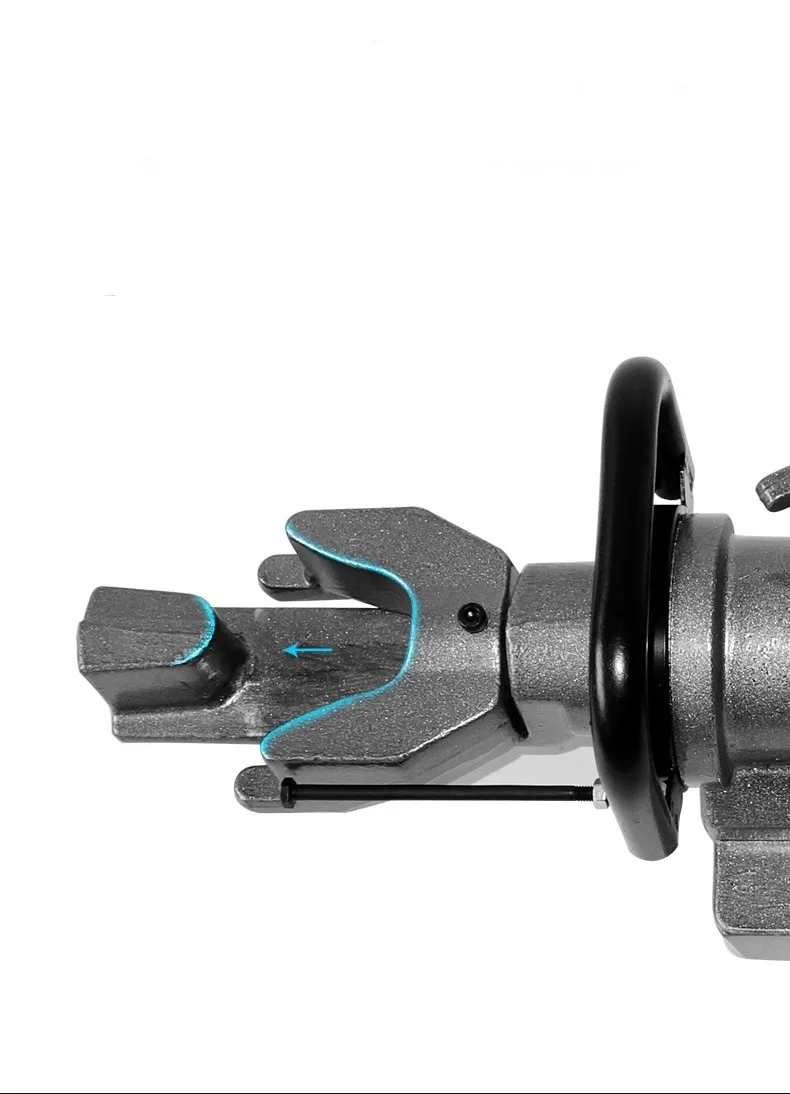
4. Замінна система штирів і кілець
Гнувальний верстат поставляється з повним комплектом центральних штирів, гнувальних штирів і фіксуючих кілець, що забезпечують обробку всього діапазону діаметрів стрижнів у межах номінальної потужності інструменту. Штири виготовлені з загартованої інструментальної сталі й розраховані на швидке вставлення та вилучення з гнувального диска без спеціального інструменту, що забезпечує швидку заміну при переході на інші діаметри стрижнів або інші конфігурації гнуття. Комплект кілець включає розміри, що відповідають стандартним діаметрам арматурних стрижнів від 4 мм до 32 мм, забезпечуючи правильне розташування стрижня та запобігаючи його зсуву під час гнувального ходу. Замінні штири та кільця доступні як окремі компоненти, що дозволяє операторам замінювати зношені або пошкоджені деталі без необхідності придбання повного комплекту штирів. Система штирів і кілець використовує стандартизовану систему розмірів, що забезпечує її сумісність із поширеними аксесуарами для гнувальних верстатів, що випускаються іншими виробниками.
5. Портативна та міцна конструкція
Машина розміщена в рамі зі сталі товстого калібру, що забезпечує структурну жорсткість, необхідну для протидії силам вигину без деформації чи спотворення, забезпечуючи стабільну точність вигину протягом усього терміну служби інструменту. Незважаючи на міцну конструкцію, машина важить приблизно 18 кілограмів — достатньо мало, щоб один оператор міг переносити її між робочими місцями за допомогою вбудованої ручки. Основа машини має отвори під болти з нарізаним різьбленням для кріплення до верстата або спеціально виготовленої стійки у стаціонарному режимі роботи, а протискільзувальний гумовий килимок на основі забезпечує стабільну роботу інструменту при його вільному розташуванні на рівній поверхні. Електричний кабель розрахований на використання на будівельних майданчиках навіть у відкритому просторі й оснащений герметичним корпусом штекера, який додатково захищає електричне з’єднання від проникнення вологи та пилу.
Технічні специфікації
| Параметр | Специфікація |
|---|---|
| Діапазон діаметрів вигину | 4 мм – 32 мм (арматурний стрижень) |
| Діапазон кутів згинання | 0–180 градусів |
| Потужність двигуна | 1500 Вт |
| Напруга | 220 В / 50 Гц (опціонально: 110 В / 60 Гц) |
| Швидкість вигину | Приблизно 5 секунд на вигин під кутом 90 градусів (арматура діаметром 25 мм) |
| Матеріал згинного диска | Коване вуглецеве сталеве 45#, твердість 50–55 HRC |
| МАТЕРІАЛ КОНТАКТНИХ ШТИРІВ | Загартована інструментальна сталь |
| Вага | Приблизно 18 кг |
| Загальні розміри | 450 мм × 300 мм × 280 мм |
| Індикатор кута | з інтервалом 5 градусів, від 0 до 180 градусів |
| Застосовні марки арматури | HRB400, HRB500, клас 40, клас 60 |
| Довжина силового кабеля | 2,5 м |
| СЕРТИФІКАЦІЇ | CE, RoHS |
| Гарантія | 12 місяців з дати покупки |
Сценарії застосування
Вигин хомутиків та гачків безпосередньо на об’єкті
Одним із найпоширеніших застосувань портативного гідравлічного вигинного верстата Kowy є виготовлення на місці хомутів, зв’язок та стрижнів із загнутими кінцями, які використовуються в конструкціях залізобетону. Замість транспортування готових до встановлення хомутів із віддаленого цеху виготовлення підрядники розміщують вигинний верстат у зоні підготовки арматурних стрижнів на кожному поверхі й вигинають хомутів та загинають кінці стрижнів точно до розмірів, необхідних для поточного монтажу. Такий підхід «точно вчасно» зменшує витрати на транспортування, мінімізує ризик помилок у розмірах через недорозуміння між цехом виготовлення та бригадою на об’єкті, а також дозволяє швидко адаптуватися до змін у розмірах колон або балок, що виникають безпосередньо на будівельному майданчику. Точне кутове регулювання верстата з фіксацією кута вигину забезпечує однакові кути вигину всіх хомутів у партії, що є критично важливим для правильного збирання каркасів та збереження необхідного захисного шару бетону.
Виробництво збірних залізобетонних елементів
У виробництві збірного залізобетону гнувальний верстат використовується для виготовлення каркасів арматури та окремих загнутих стержнів, необхідних для стандартних збірних елементів, таких як балки, колони, стінові панелі та плити. Здатність верстата забезпечувати стабільні й повторювані згини є особливо цінною у виробництві збірного залізобетону, оскільки точність розмірів безпосередньо впливає на правильність установки арматури в точних формах і на структурну надійність готового елемента. На заводах збірного залізобетону гнувальний верстат, як правило, розташовують у спеціалізованій зоні підготовки арматури, де його використовують разом із верстатами для різання, щоб перетворити прямі заготовки на стержні потрібної конфігурації згідно з кресленнями майстерні збірних елементів. Швидка заміна конфігурацій штифтів дозволяє операторам змінювати типи елементів протягом одного змінного циклу, що забезпечує гнучке планування виробництва, характерне для виробництва збірного залізобетону за індивідуальним замовленням.
Інфраструктурні та будівельні інженерні проекти
Великі інфраструктурні проекти, такі як мости, тунелі, стінки утримання та споруди для очищення води, вимагають значних обсягів зігнутої арматури у конфігураціях, які часто включають стандартні крючки, згини у формі літери L, згини у формі літери U та спеціальні форми, визначені вимогами конструктивного проектування. Портативний гідравлічний вигинник розміщується в кількох робочих зонах на таких будмайданчиках, забезпечуючи локальну можливість вигинання арматури й усуваючи логістичну складність транспортування попередньо зігнутих стрижнів із центрального виробничого цеху до віддалених робочих місць. У тунельних проектах цей верстат використовується для вигинання арматури для сегментів тунельної облицювальної оболонки, де кривизна траси тунелю вимагає спеціальних форм стрижнів, що змінюються вздовж довжини тунелю. У мостових проектах цей інструмент застосовується для вигинання арматури плити проїзної частини, оголовків опор та стрижнів упорних стінок, а його портативність дозволяє переміщати його між різними опорами по мірі просування будівництва вздовж траси моста.
Роботи зі структурного модернізації та ремонту
У проектах структурного підсилення та ремонту існуючу арматуру часто потрібно доповнювати спеціально вигнутими стрижнями, які мають відповідати геометричним обмеженням існуючої конструкції. Портативний вигинний верстат є ідеальним рішенням для таких завдань, оскільки його можна розмістити всередині обмежених робочих просторів існуючих будівель і керувати ним один технік. Для підсилення при реконструкції часто потрібні нестандартні кути та радіуси вигину, щоб обійти існуючі конструктивні елементи, а регульоване кутове керування верстата та змінні конфігурації шпильок забезпечують необхідну гнучкість для виготовлення таких спеціальних форм. Підрядники, які виконують сейсмічне підсилення, посилення плит та обмурювання колон, регулярно використовують портативний вигинний верстат для виготовлення спеціальних форм арматури, необхідних у цих спеціалізованих методах підсилення; точність та повторюваність інструменту забезпечують відповідність розмірів арматури для реконструкції вимогам інженера.
Чому варто обрати Kowy
З моменту заснування в 2003 році компанія Ninghai Sanyuan Electric Tools Co., Ltd. спеціалізується виключно на проектуванні та виробництві інструментів для обробки арматури, розвинувши глибоку експертизу у всіх аспектах технології згинання арматури. Портативний згинний верстат є результатом цього багаторічного досвіду й включає удосконалення конструкції, розроблені на основі аналізу даних про продуктивність згинання, отриманих у різних будівельних умовах та з урахуванням специфікацій різних класів арматури. Інженерна команда компанії підтримує активний діалог із будівельними фахівцями понад у 80 країнах, використовуючи зворотний зв’язок із практики для виявлення можливостей удосконалення конструкції та перевірки реальної ефективності нових функцій до їх впровадження в серійні моделі. Такий підхід до розробки, орієнтований на потреби споживачів, забезпечує, що згинний верстат відповідає практичним потребам будівельних фахівців, а не теоретичним конструкторським цілям, відірваним від реальних умов роботи.
Виробничий комплекс компанії Kowy в Нінбо охоплює повний цикл виробництва гнутильного верстата — від точного механічного оброблення диска для гнуття та зубчастих компонентів до намотування двигуна, збирання й тестування. Ця інтегрована виробнича потужність дозволяє компанії забезпечувати суворий контроль якості на кожному етапі виробництва, що гарантує відповідність кожного верстата однаковим стандартам продуктивності незалежно від обсягів виробництва. Перед відправкою кожен гнутильний верстат проходить повне навантажене випробування на максимальній номінальній потужності, що підтверджує роботу двигуна, зубчастої передачі та диска для гнуття в межах технічних характеристик за реальних умов експлуатації. Компанія має кілька національних патентів, пов’язаних з конструкцією верстатів для гнуття арматури, а також сертифікати CE та RoHS для відповідності міжнародним вимогам. Маючи досвід експорту в Німеччину, Сполучені Штати Америки, Іспанію та ринки по всій Азії та Близькому Сході, Kowy забезпечує надійність продукції, технічну підтримку та доступність запасних частин, які будівельні спеціалісти очікують від довгострокового партнера з обладнання.
Поширені запитання
П: Який максимальний діаметр арматури може згинати цей верстат?
В: Верстат розрахований на згинання арматурних стрижнів діаметром до 32 мм для класів 40 та 60. Для високоміцних стрижнів, наприклад, класу 75 (мінімальна границя текучості — 520 МПа), максимальний рекомендований діаметр згинання становить 28 мм, оскільки підвищена границя текучості збільшує зусилля, необхідне для згинання. Верстат також може згинати стрижні діаметром від 4 мм, що робить його придатним для обробки як легкої зв’язувальної дротяної арматури, так і важкої основної арматури. Під час згинання стрижнів у верхньому межі діапазону потужності рекомендується робити коротку паузу між операціями згинання, щоб запобігти перегріванню двигуна.
П: Наскільки точними є кути згину, які створює цей верстат?
А: Коли механізм позитивного обмежувача встановлено правильно, машина забезпечує кути згину з точністю всередині ±2 градуси від заданого кута, що відповідає вимогам до розмірних допусків стандартів ACI 318 та BS 8666 щодо згинання арматурних стрижнів. Шкала індикатора кута розмічена через кожні 5 градусів, що дозволяє оператору встановлювати проміжні кути за допомогою візуальної інтерполяції для нестандартних вимог щодо згину. У випадках, коли потрібна більша точність кутів згину, положення обмежувального блоку можна точно налаштувати за допомогою регулювальних гвинтів на механізмі обмежувача. Точність кута може незначно варіюватися залежно від діаметра стрижня, його класу та характеристик пружного відновлення сталі, тому рекомендується виконати пробний згин і виміряти отриманий кут перед початком серійного виробництва.
П: Чи може машина згинати стрижні з нержавіючої сталі та епоксидним покриттям?
А: Так, машина може згинати арматурні стрижні з нержавіючої сталі та стрижні з епоксидним покриттям. Під час згинання стрижнів з епоксидним покриттям важливо використовувати штири та втулки з нейлону або пластиковим покриттям, щоб запобігти пошкодженню епоксидного покриття в точках контакту. Компанія Kowy пропонує додаткові комплекти штирів і втулок із нейлону спеціально для цього призначення. Для стрижнів з нержавіючої сталі вимоги до зусилля згинання приблизно на 20–30 % вищі, ніж для сталевих вуглецевих стрижнів того самого діаметра, через властивість нержавіючої сталі до наклепу. Машина може обробляти стрижні з нержавіючої сталі діаметром до 28 мм у межах номінальної потужності двигуна. Після згинання стрижнів з нержавіючої сталі рекомендується перевіряти штири згинання на наявність ознак прискореного зносу.
П: Скільки часу потрібно для зміни конфігурації штирів під різні діаметри стрижнів?
A: Зміна конфігурації штифтів для різного діаметра стрижня займає приблизно 1–2 хвилини. Штифти розроблені для встановлення та демонтажу без інструментів за допомогою пружинного фіксатора, який надійно утримує штифт у отворі гнучого диска й одночасно дозволяє швидко вийняти його, коли оператор потягне штифт угору. Муфти також змінюються швидко — їх просто надягають на стрижень і підводять до поверхні гнучого диска. Розміри штифтів і муфт чітко позначені відповідним діаметром стрижня, що усуває необхідність вимірювання або підбору методом спроб і помилок. Досвідчений оператор зазвичай може змінити конфігурацію й виконати пробне згинання протягом 3 хвилин після попереднього налаштування.
П: Яке технічне обслуговування потрібне для гнучого верстата?
А: Регулярне технічне обслуговування включає періодичну змащення корпусу редуктора через спеціальний масляний ніпель, зазвичай кожні 200 годин роботи або щомісяця за нормальних умов експлуатації. Отвори для згинних штирів на дискі слід регулярно очищати від бруду та металевих частинок, які можуть завадити правильному вставлянню штирів. Вентиляційні отвори двигуна слід перевіряти й очищати, щоб забезпечити достатній потік повітря для охолодження. Кабель живлення слід перевірити на наявність порізів або подряпин, а штекер — на міцність з’єднання. Згинні штирі та кільця слід перевіряти на знос і замінювати, коли контактні поверхні мають помітні борозни або деформацію. Компанія Kowy надає детальний графік технічного обслуговування в експлуатаційному посібнику, що постачається разом із кожним пристроєм, а запасні частини доступні для всіх зношуваних компонентів.
Контактна інформація
Компанія: Ninghai Sanyuan Electric Tools Co., Ltd.
Бренд: Kowy
Електронна пошта: [email protected]
Телефон: +86-13116634519
Адреса: вул. Гоудун-2, буд. 3, зона розвитку Сюэпо, Ніньхай, Нінбо, Китай
Про автора: Інженерна команда Kowy має понад 20-річний практичний досвід у проектуванні та виробництві інструментів для арматури. Розташована на виробничому підприємстві компанії в Нінбо, команда керує розробкою продукції — від початкового моделювання в CAD до повної перевірки навантаження, забезпечуючи відповідність кожного верстата вимогам щодо продуктивності, які пред’являють фахівці будівельної галузі в більш ніж 80 країнах.





